The main advantage of PTA Welding process is low dilution levels than TIG & MIG welding processes.
Process Description
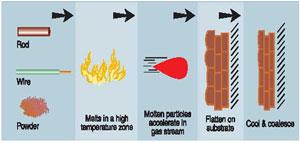
In PTA welding, two DC power supplies are used to first establish a pilot arc (non-transferred arc) between the tungsten electrode and the anodic nozzle and then a transferred arc between the tungsten electrode and the workpiece. The pilot arc is struck by an High Frequency device and the plasma gas flowing around the cathode is ionized at the electrode tip. When the transferred arc is ignited, the workpiece becomes part of the electrical circuit and the plasma arc is directed and focused through the torch orifice into the workpiece. Powder is metered, under a positive pressure of Argon flow, from the bottom of the torch into a pool of molten metal on the workpiece surface.